Pravokutne cijevi od ugljičnog čelika





Kupujte iz Kine ugljični čelik Pravokutne cijevi Mi smo vaš mozak!
Zaustavite svoju potragu sada i ostanite s nama, jer --
1. Jamčimo da ćemo vam pružiti kvalitetnije čelične cijevi od drugih po istoj cijeni.
2. Moramo od vas tražiti nižu cijenu od ostalih iste kvalitete.
3. 80% novih kupaca ponovno naručuje kod nas!
Pravokutna cijev od ugljičnog čelika, to je vrsta šuplje čelične tankostjejne cijevi kvadratnog presjeka, također poznate kao čelični rashladni savijeni dio.Izrađen je od Q235 toplo valjane ili hladno valjane čelične trake ili ploče u zavojima kao osnovnog materijala hladnim savijanjem, a zatim visokofrekventnim zavarivanjem od čelika kvadratnog oblika i veličine.Osim zadebljanja stijenke, veličina kuta i ravnost ruba toplo valjane četvrtaste cijevi ekstra debele stijenke dostižu ili čak premašuju razinu otpornog zavarivanja kod hladnog oblikovanja četvrtaste cijevi.
Klasifikacija pravokutnih cijevi od ugljičnog čelika
Bešavna čelična cijev i zavarena čelična cijev (zavarena cijev) vruće valjana bešavna četvrtasta cijev, hladno vučena bešavna četvrtasta cijev, ekstrudirana bešavna četvrtasta cijev, zavarena četvrtasta cijev.
Zavarena kvadratna cijev podijeljena je na:
1, prema procesu: elektrolučno zavarivanje četvrtaste cijevi, otporno zavarivanje četvrtaste cijevi (visoka frekvencija, niska frekvencija), plinsko zavarivanje četvrtaste cijevi, zavarivanje u peći četvrtaste cijevi;
2, prema zavarivanju - ravni šav zavarivanje četvrtaste cijevi, spiralno zavarivanje četvrtaste cijevi
Metoda identifikacije pravokutne cijevi od ugljičnog čelika
1. Lažna i inferiorna pravokutna cijev lako se savija.Preklop je niz isprekidanih linija oblikovanih na površini pravokutne cijevi.Taj se nedostatak često proteže kroz uzdužnu duljinu proizvoda.Razlog presavijanja je taj što je zbog težnje za visokom učinkovitošću lažnih i lošijih proizvođača, količina pritiska velika, uho se proizvodi, sljedeće valjanje je presavijeno, presavijeni proizvod će puknuti nakon savijanja, a snaga čelik se jako reducira.
2. Izgled lažne pravokutne cijevi često ima pojavu rupavica.Oznake su nepravilni i neravni nedostaci na čeličnoj površini uzrokovani ozbiljnim trošenjem utora za kotrljanje.Valjanje utora često premašuje standard zbog težnje za profitom loših proizvođača pravokutnih cijevi.
3. Na površini lažne i inferiorne pravokutne cijevi lako je napraviti ožiljke.Dva su razloga :(1).Materijal lažne pravokutne cijevi nije ujednačen, nečistoće.(2).Loša oprema proizvođača jednostavna, lako se lijepi na čelik, ove nečistoće
4. Površinu lošeg materijala lako je popucati, razlog je što je trupac čerpić, čerpič pore, čerpič u procesu hlađenja zbog uloge toplinskog naprezanja, pukotine, nakon valjanja postoje pukotine.
5. Lošu pravokutnu cijev lako je ogrebati, razlog je što je oprema proizvođača loše pravokutne cijevi jednostavna, lako se proizvodi, ogrebe čeličnu površinu.Duboke ogrebotine smanjuju čvrstoću čelika.
6. Lažna pravokutna cijev bez metalnog sjaja, svijetlocrvena ili razlozi za dvije točke, njezina gredica je od čerpića. Temperatura valjanja loših materijala nije standardna, njihova se temperatura čelika mjeri vizualno, tako da se ne može valjati u skladu s navedenim područje austenita, a učinak čelika prirodno ne može doseći standard.
7. Poprečne šipke lažnih i inferiornih pravokutnih cijevi su tanke i niske, koje često izgledaju kao da su ispunjene nezadovoljstvom.Razlog je što proizvođač ima veliku negativnu toleranciju i pritisak prvih nekoliko linija gotovih proizvoda
8. Poprečni presjek lažne pravokutne cijevi je ovalnog oblika, razlog je što proizvođač radi uštede materijala, pritisak gotovog valjka ispred dva je velik, čvrstoća ove armature je uvelike smanjena, ali također ne zadovoljava standard veličine oblika armature.
9. Sastav visokokvalitetnog čelika je ujednačen, tonaža stroja za hladno šišanje je visoka, a krajnja strana glave za rezanje je glatka i uredna.Zbog lošeg materijala lažnih i lošijih materijala, čeona strana glave za rezanje često ima fenomen padajućeg mesa, odnosno neravnomjeran i nemetalni sjaj.A budući da proizvod proizvođača manje reže glavu, glava i rep mogu izgledati kao veliko uho.
10. Materijal lažne pravokutne cijevi sadrži mnogo nečistoća, gustoća čelika je mala, a veličina je izvan tolerancije u slučaju bez pomične čeljusti, može se izvagati i provjeriti.Na primjer, za armaturu 20, nacionalni standard propisuje da je najveća negativna tolerancija 5%.Kada se mjeri 9M, njegova teoretska težina jednog korijena je 120 kg, a minimalna težina bi trebala biti: 120x (L-5%) = 114 kg.Stvarna težina jednog izmjerenog korijena je manja od 114 kg, tako da se radi o lažnom čeliku %.Općenito, cjelobrojne količine funkcioniraju bolje, uglavnom zbog kumulativnih pogrešaka i teorije vjerojatnosti.
11. Unutarnji promjer loše pravokutne cijevi jako varira iz sljedećih razloga: temperaturna nestabilnost čelika ima Yin - Yang površinu.Sastav čelika je neujednačen.Budući da je oprema jednostavna, čvrstoća temelja je mala, odskočnost mlina je velika.U istom tjednu će doći do veće promjene, tako da armatura nije jednolična i lako se lomi.
12. Zaštitni znak i tisak kvalitetnih cijevi prilično su standardni.
13. Razmak pravokutnih cijevi promjera iznad 16 je iznad IM.
Uzdužne šipke loše čelične armature često su valovite.
Pravokutna cijev od ugljičnog čelika. Formula za izračun
2 [(a - d - 2 r + PI (d/r + 2) / 2 + (b - d - 2 r + PI (d/r + 2) / 2) x7,85 d (kg), a, b za pravokutnu duljinu i širinu (m), r (m) za četiri kuta šupljine cijevi, radijus kružnog luka, d za debljinu stijenke (mm).
| Artikal | MS šuplje meke kvadratne erw kvadratne i pravokutne čelične cijevi |
| Materijal | SPHC, Q195, Q215, Q235, Q345, SAE1010, SAE1020, API standardni materijal, ASTM A53 A, B |
| Debljina zida | 0,5-20 mm |
| vanjski promjer | SHS: 15*15-400*400 mm, RHS: 20*25-400*300 mm |
| Duljina | 2m-12m ili prema zahtjevu kupaca |
| Tolerancija debljine | + 5%- |
| Obrada površina | Crno bojanje/lakirana površina, antikorozivno ulje, pocinčano |
| Kraj cijevi | Običan kraj |
| Obilježava | Prema zahtjevu kupca |
| Međunarodni standard | ASTM A500, GB/T6728-2002 |
| Korištenje | Mehanika i proizvodnja, čelična konstrukcija, brodogradnja, premošćivanje, šasija automobila |
| Potvrda | ISO, BV, API |
| ODM/OEM | dostupno |
Sastavni dio materijala
| Razred | C | Mn | Si | S | P | UTS (MPa) | YS (MPa) | EI (%) |
| Q235B | 0,12-0,20 | 0,30-0,70 | 0,30 | 0,045 | 0,045 | 375-500 (prikaz, ostalo). | 235 | 26 |
| Q345B | 0,12-0,20 | 1,20-1,60 | 0,20-0,55 | ≤0,045 | ≤0,045 | 510-600 (prikaz, ostalo). | 345 | 22 |
| 20#(GB) | 0,17-0,23 | 0,38-0,65 | 0,17-0,37 | ≤0,030 | ≤0,030 | 410-550 (prikaz, ostalo). | ≥245 | ≥20 |
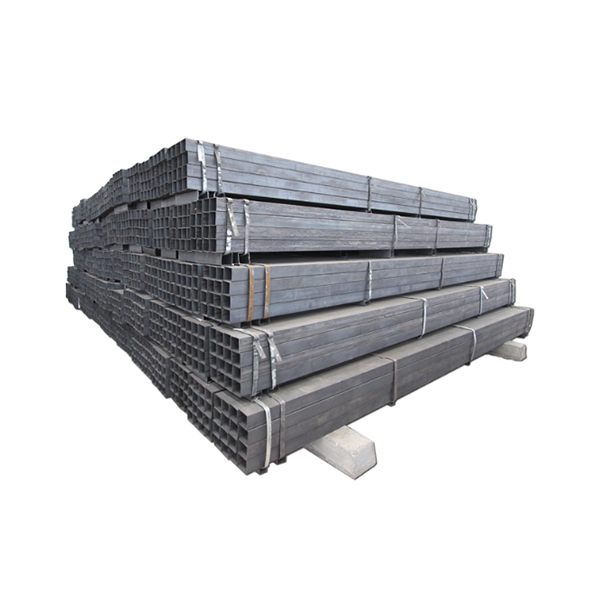
Prikaz proizvoda