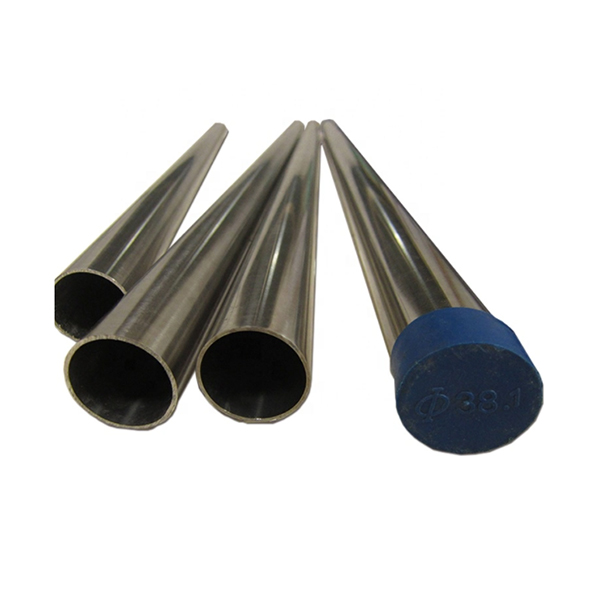
Vruće valjana bešavna čelična cijev
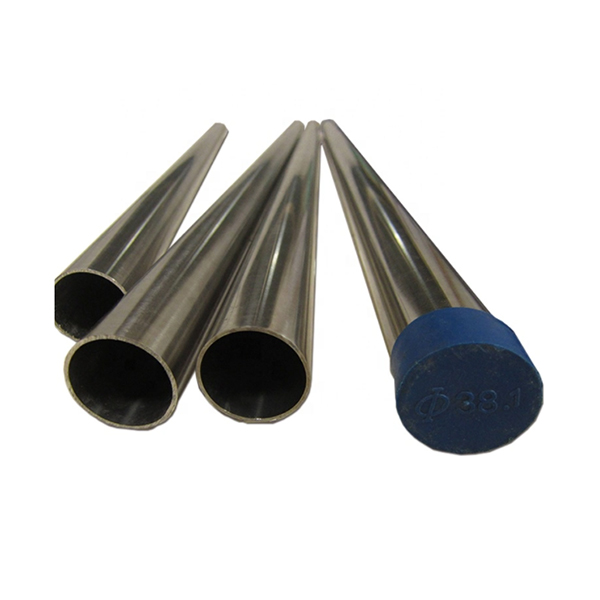





Vruće valjana bešavna čelična cijev, vruće valjanje je relativno u odnosu na hladno valjanje, hladno valjanje je valjanje ispod temperature rekristalizacije, a vruće valjanje je valjanje iznad temperature rekristalizacije.
Vruće valjana bešavna čelična cijev, prednosti
Može uništiti strukturu lijevanja čeličnog ingota, pročistiti veličinu zrna čelika i eliminirati nedostatke mikrostrukture, tako da je struktura čelika zbijena i mehanička svojstva poboljšana.Ovo poboljšanje se uglavnom odražava u smjeru valjanja, tako da čelik više nije izotropan u određenoj mjeri.Mjehurići, pukotine i labavost nastale tijekom lijevanja također se mogu zavarivati pod visokom temperaturom i pritiskom.
Klasifikacija
Vruće valjana bešavna čelična cijev, podijeljena je na opće čelične cijevi, nisko i srednjetlačne čelične cijevi za kotlove, visokotlačne čelične cijevi za kotlove, cijevi od legiranog čelika, cijevi od nehrđajućeg čelika, cijevi za krekiranje nafte, geološke čelične cijevi i druge čelične cijevi.
Hladno valjana bešavna čelična cijev uz općenite čelične cijevi, nisko i srednjetlačne kotlovske čelične cijevi, visokotlačne kotlovske čelične cijevi, cijevi od legiranog čelika, cijevi od nehrđajućeg čelika, cijevi za krekiranje nafte, druge čelične cijevi, također uključuje tanke ugljične cijevi čelična cijev sa stijenkama, tankostjena čelična cijev od legure, cijev od nehrđajućeg čelika, čelična cijev posebnog oblika.Vanjski promjer vruće valjane bešavne cijevi općenito je veći od 32 mm, a debljina stijenke je 2,5-75 mm.Vanjski promjer hladno valjane bešavne čelične cijevi može doseći 6 mm, a debljina stijenke može doseći 0,25 mm.Vanjski promjer cijevi s tankim stijenkama može doseći 5 mm, a debljina stijenke je manja od 0,25 mm.
Općenita bešavna čelična cijev: izrađena je od 10, 20, 30, 35, 45 i drugog visokokvalitetnog čelika vezanog ugljikom 16Mn, 5MnV i drugog niskolegiranog konstrukcijskog čelika ili 40Cr, 30CrMnSi, 45Mn2, 40MnB i drugog legiranog čelika vruće valjanog ili hladno valjani.10, 20 i druge bešavne cijevi od niskougljičnog čelika uglavnom se koriste za cjevovode za tekućine.45, 40Cr i drugi srednje ugljični čelik izrađen od bešavnih cijevi za proizvodnju mehaničkih dijelova, kao što su automobili, dijelovi traktora pod stresom.Opća uporaba bešavnih čeličnih cijevi kako bi se osigurala čvrstoća i ispitivanje spljoštenosti.Vruće valjane čelične cijevi isporučuju se u vruće valjanom ili toplinski obrađenom stanju.Hladno valjana isporuka je toplinski obrađena.
Dopušteno odstupanje normaliziranog vanjskog promjera
D1 ±1,5%, minimalno ± 0,75 mm
D2 plus ili minus 1,0%.Minimalno +/- 0,50 mm
D3 +/- 0,75%.Minimalno +/- 0,30 mm
D4 +/- 0,50%.Minimalno +/- 0,10 mm
Formula za izračun težine čelične cijevi
[(vanjski promjer - debljina stijenke)* debljina stijenke]x0,02466=kg/ m (težina po metru)
Vruće valjane bešavne čelične cijevi, funkcionalne namjene
1. Građevinska kategorija je: pod cjevovodnim transportom je više, građevinska ekstrakcija podzemne vode, kotlovski transport tople vode.
2. Mehanička obrada, čahura ležaja, dodaci strojeva za obradu itd.
3. Električni: prijenos plina, cjevovod tekućine za proizvodnju energije iz vode.
4. Antistatička cijev vjetroelektrane, itd.
Specifikacija
| Ime proizvoda | Cijev/cijev od nehrđajućeg čelika |
| Standard | ASME, ASTM, EN, BS, GB, DIN, JIS itd |
| Marka | 201/202/304/304L/316/316L/ 321/309S/310S/410/420/430 |
| Potvrda | BV, ISO, CE, SGS itd |
| Tip | Bešavne i zavarene |
| Vanjski promjer (OD) | 3-1220 mm |
| Debljina | 0,5-50 mm |
| Duljina | 6000mm 5800mm 12000mm ili prilagođeno |
| Tehnika | Hladno vučeno ili vruće vučeno |
| Površinski | 2B, br. 1, br. 4, HL, BA, 8K itd |
| Primjena | Industrija, kemikalija, električna energija, strojevi, arhitektura, dekoracija, itd. |
| Pakiranje | Standardno izvozno pakiranje dostojno mora |
| Vrijeme isporuke | 7-15 radnih dana nakon pologa |
| TradeTerms | FOB, CFR, CIF, EXW |
| Uvjeti plaćanja | 30% T/T, L/C |
Obrada površina
| Površinski | Definicija | Primjena |
| br.1 | Površina završena toplinskom obradom i luženjem ili postupcima koji odgovaraju tome nakon vrućeg valjanja. | Kemijski spremnik, cijev itd. |
| br.3 | Oni završeni poliranjem s abrazivima br. 100 do br. 120 navedenim u JIS R6001. | Kuhinjsko posuđe, Izgradnja zgrada itd. |
| br.4 | Oni završeni poliranjem s abrazivima br. 150 do br. 180 navedenim u JIS R6001. | Kuhinjski pribor, Izgradnja zgrada, Medicinska oprema itd. |
| 2B | Oni su završeni, nakon hladnog valjanja, toplinskom obradom, luženjem ili drugim ekvivalentnim tretmanom i na kraju hladnim valjanjem kako bi se dobio odgovarajući sjaj. | Medicinska oprema, Prehrambena industrija, Građevinski materijal, Kuhinjski pribor itd. |
| BA (br. 6) | Oni obrađeni svijetlom toplinskom obradom nakon hladnog valjanja. | Kuhinjsko posuđe, Električna oprema, Izgradnja zgrada itd. |
| Ogledalo (br. 8) | Sjaji kao ogledalo | Izgradnja zgrade, dekoracija itd. |
| Dlaka | Oni su završili poliranje tako da daju kontinuirane pruge poliranja korištenjem abraziva odgovarajuće veličine zrna. | Izgradnja zgrada itd. |
Kemijski sastav
| Razred | C | Si | Mn | P | S | Ni | Cr | Mo | |||||
| 201 | ≤0 .15 | ≤0 .75 | 5. 5-7.5 | ≤0,06 | ≤ 0,03 | 3,5 -5,5 | 16 .0 -18.0 | - | |||||
| 202 | ≤0 .15 | ≤l.0 | 7,5-10,0 | ≤0,06 | ≤ 0,03 | 4,0-6,0 | 17,0-19,0 | - | |||||
| 301 | ≤0 .15 | ≤l.0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 6,0-8,0 | 16,0-18,0 | - | |||||
| 302 | ≤0 .15 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 8,0-10,0 | 17,0-19,0 | - | |||||
| 304 | ≤0 .0.08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 8,0-10,5 | 18,0-20,0 | - | |||||
| 304L | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0-13,0 | 18,0-20,0 | - | |||||
| 309S | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0-15,0 | 22.0-24.0 | - | |||||
| 310S | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,035 | ≤ 0,03 | 19.0-22.0 | 24.0-26.0 | ||||||
| 316 | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 10,0-14,0 | 16,0-18,0 | 2.0- | |||||
| 316L | ≤0 .03 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0 - 15,0 | 16 .0 -1 8.0 | 2.0 - | |||||
| 321 | ≤ 0 .08 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0 - 13 ,0 | 17,0 -1 9,0 | - | |||||
| 630 | ≤ 0 .07 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | 3,0-5,0 | 15.5-17.5 | - | |||||
| 631 | ≤0,09 | ≤1,0 | ≤1,0 | ≤0,030 | ≤0,035 | 6.50-7.75 | 16,0-18,0 | - | |||||
| 904L | ≤ 2 ,0 | ≤0,045 | ≤1,0 | ≤0,035 | - | 23,0·28,0 | 19.0-23.0 | 4,0-5,0 | |||||
| 2205 | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,030 | ≤0,02 | 4,5-6,5 | 22.0-23.0 | 3,0-3,5 | |||||
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6,0-8,0 | 24.0-26.0 | 3,0-5,0 | |||||
| 2520 | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,045 | ≤ 0,03 | 0,19 -0.22 | 0. 24 -0 .26 | - | |||||
| 410 | ≤0,15 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | - | 11.5-13.5 | - | |||||
| 430 | ≤0,1 2 | ≤0,75 | ≤1,0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16,0 -18,0 | - | |||||
| Proizvod Ime | Materijal | Standard | Veličina (mm) | Primjena | |||||||||
| Cijev za niske temperature | 16MnDG 10MnDG 09DG 09Mn2VDG 06Ni3MoDG ASTM A333 | GB/T18984- 2003. godine ASTM A333 | OD: 25mm~508mm WT: 3mm~100mm | Nanesite na - 45 ºC ~ 195 ºC niskotemperaturnu tlačnu posudu i niskotemperaturnu cijev izmjenjivača topline | |||||||||
| Visokotlačna kotlovska cijev | 20G ASTMA106B ASTMA210A ST45.8-III | GB5310-1995 ASTM SA106 ASTM SA210 DIN17175-79 | OD: 8-1240* WT: 1-200 | Prikladno za proizvodnju visokotlačne kotlovske cijevi, kolektora, cijevi za paru itd | |||||||||
| Cijev za krekiranje nafte | 10 20 | GB9948-2006 | OD: 8-630* WT: 1-60 | Koristi se u cijevi peći rafinerije nafte, cijevi izmjenjivača topline | |||||||||
| Niskosrednjetlačna kotlovska cijev | 10# 20# 16Mn, Q345 | GB3087-2008 | OD: 8-1240* WT: 1-200 | Prikladno za proizvodnju raznih struktura nisko i srednjetlačnih kotlova i kotlova za lokomotive | |||||||||
| Opća struktura od cijevi | 10#,20#,45#,27SiMn ASTM A53A,B 16Mn, Q345 | GB/T8162- 2008. godine GB/T17396- 1998. godine ASTM A53 | OD: 8-1240* WT: 1-200 | Primjena na opću strukturu, inženjersku podršku, mehaničku obradu itd | |||||||||
| Uljno kućište | J55,K55,N80,L80 C90, C95, P110 | API SPEC 5CT ISO11960 | OD: 60-508* WT: 4,24-16,13 | Koristi se za ekstrakciju nafte ili plina u kućištu naftnih bušotina, koristi se u bočnim stijenkama naftnih i plinskih bušotina | |||||||||
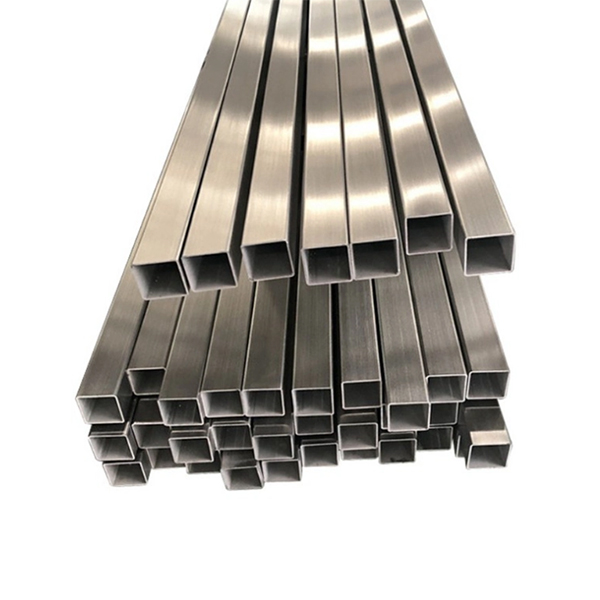
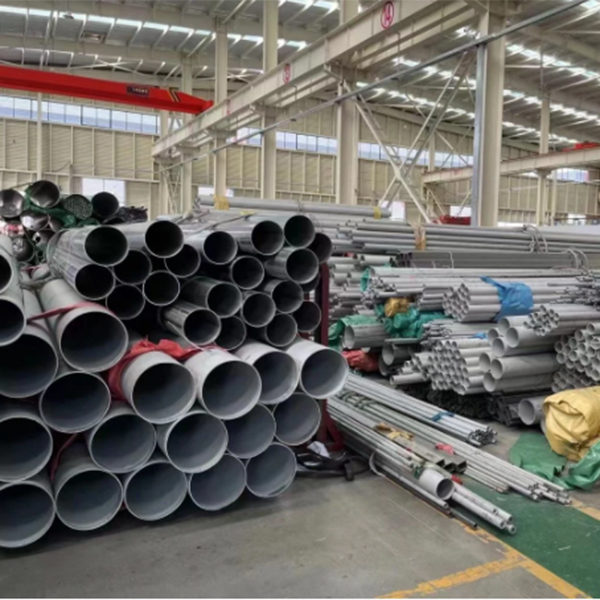
Prikaz proizvoda